Продукция
→
Ремонт промышленного оборудования
Ремонт станка РТ917-3
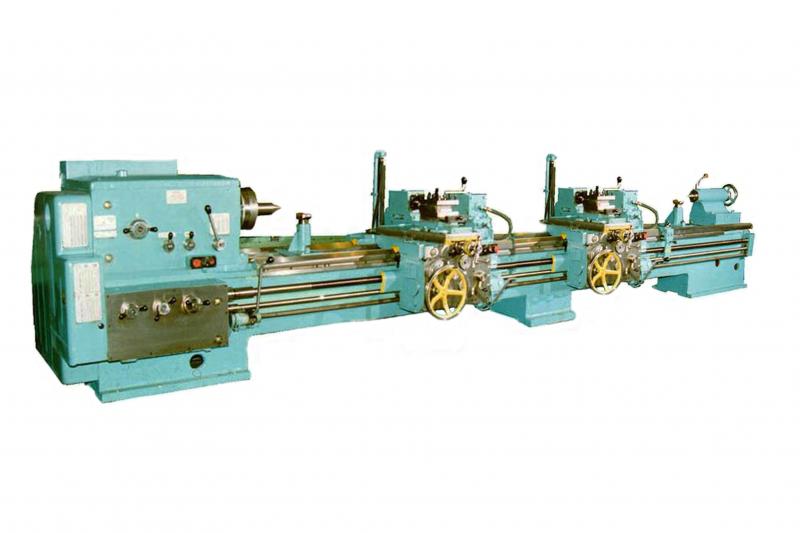
Специальный токарно-накатной станок модели РТ917-3
предназначен для обработки подступичной части оси вагонной колесной пары РУ1, РУ1Ш, РУ2Ш ГОСТ 22780-93 (ГОСТ Р 50334-92). Обработка двух подступичных частей вагонной оси на станке производится в центрах, накатка осуществляется двумя роликами с переустановом детали - упрочняющим и сглаживающим, что обеспечивает высокое качество обрабатываемых поверхностей.Привод роликов накатного устройства станка РТ917-3 осуществляется от 2-х параллельно соединенных гидроцилиндров одностороннего действия.Гидростанция проста и компактна, смонтирована на станине, не требует дополнительного фундамента.В случае отсутствия необходимости использования накатного устройства его можно снять и применять станок РТ917-3 как обычный серийный токарно-винторезный станок с производством всех соответствующих операций: наружного цилиндрического и конусного точения, растачивания, сверления, нарезания разнообразных резьб. Высокая жесткость конструкции станка, значительная мощность привода главного движения (30 кВт) позволяют эффективно использовать быстрорежущий и твердосплавный инструмент для высокопроизводительной обработки заготовок из черных и цветных металлов.Основными узлами и деталями токарно-накатного станка РТ917-3 являются станина, бабка передняя, бабка задняя, суппорт, каретка, коробка подач, фартук, накатное устройство, охлаждение, ограждение, ограждение патрона, электрошкаф, электротрубомонтаж, муфта электромагнитная, ограждение заднее, кабельная цепь, редуктор, колеса зубчатые сменные.Станина токарно-накатного станка РТ917-3Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизм станка. На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя - базой задней бабки. Все направляющие закалены.Бабка передняя токарного станка РТ917-3Бабка передняя устанавливается на левой головной части станка, фиксируется штифтами и крепится болтами. Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые. Шлицы валов закалены и шлифованы.Бабка задняя накатного станка РТ917-3Бабка задняя перемещается по направляющим станины по направляющим станины от редуктора ручного перемещения вращением валика. Крепление бабки к станине производится при помощи двух планок тремя болтами. В пиноль бабки встроен вращающийся шпиндель.Суппорт и каретка станка для обработки колесных пар РТ917-3Суппорт крестовой по конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки. Резцовые салазки, имеющие 4-х позиционный резцедержатель, перемещаются вручную и механически по направляющим поворотной части.Накатное устройство токарного станка РТ917-3Накатное устройство установлено на каретке, состоит из двух роликов перемещаемых к оси центров станка односторонними гидроцилиндрами, соединенными параллельно. Диаметр цилиндров 120 мм. Возврат в исходное положение роликов при отключении давления в цилиндрах осуществляется посредством пружин сжатия. Со стороны оператора расположен упрочняющий ролик с радиусом профиля 15 мм. С противоположной стороны – сглаживающий ролик с радиусом 50 мм. Ролики смещены один относительно другого на 5 мм вдоль оси центров станка для определенной последовательности накатки. Поэтому накатка должна производиться при подаче каретки к передней бабке, когда сглаживающий ролик следует за упрочняющим.Фартук токарно-накатного станка РТ917-3Фартук выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.Коробка подач станка РТ917-3Коробка подач закрытого типа со съемной передней крышкой. Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.Привод главного движения РТ917-3Привод главного движения осуществляется от электродвигателя с плавным пуском через клиноременную передачу и коробку скоростей.Вращение на вал коробки скоростей передается от шпинделя через зубчатые колеса или от вала (при включении звена увеличения шага в восемь раз) через зубчатые колеса.Блок зубчатых колес предназначен для изменения направления перемещения каретки при нарезании резьбы.Охлаждение станка РТ917-3Подача СОЖ производится из отдельного стоящего углубленного бака, оборудованного насосом и магнитным сепаратором для очистки СОЖ.Цикл накатки токарно-накатного станка РТ917-3На станке возможна накатка: - в наладочном режиме (ручной) и в рабочем – (полуавтоматический).Полуавтоматический режим накатки производится по упорам расположенным сзади станины. Полуавтоматический режим осуществляется на каждой подступичной поверхности оси раздельно.
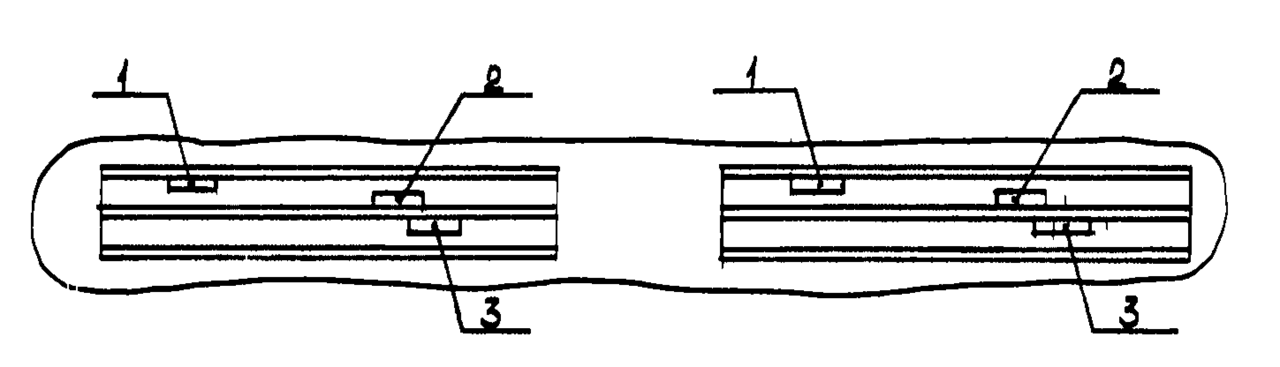
1 – Подвод роликов накатного устройства (SQ3)2 – Отвод роликов накатного устройства (SQ4)3 – Отключение подачи каретки влево (SQ5)Класс точности станка РТ917 - Н по ГОСТ 8-82.
Вид климатического исполнения УХЛ4 по ГОСТ 15150-69.
Диагностика, ремонт, ПНР на вашем предприятии.Присылайте дефектовку, ТЗ